






Produktrådgivning
Din e-mailadresse vil ikke blive offentliggjort. Obligatoriske felter er markeret *

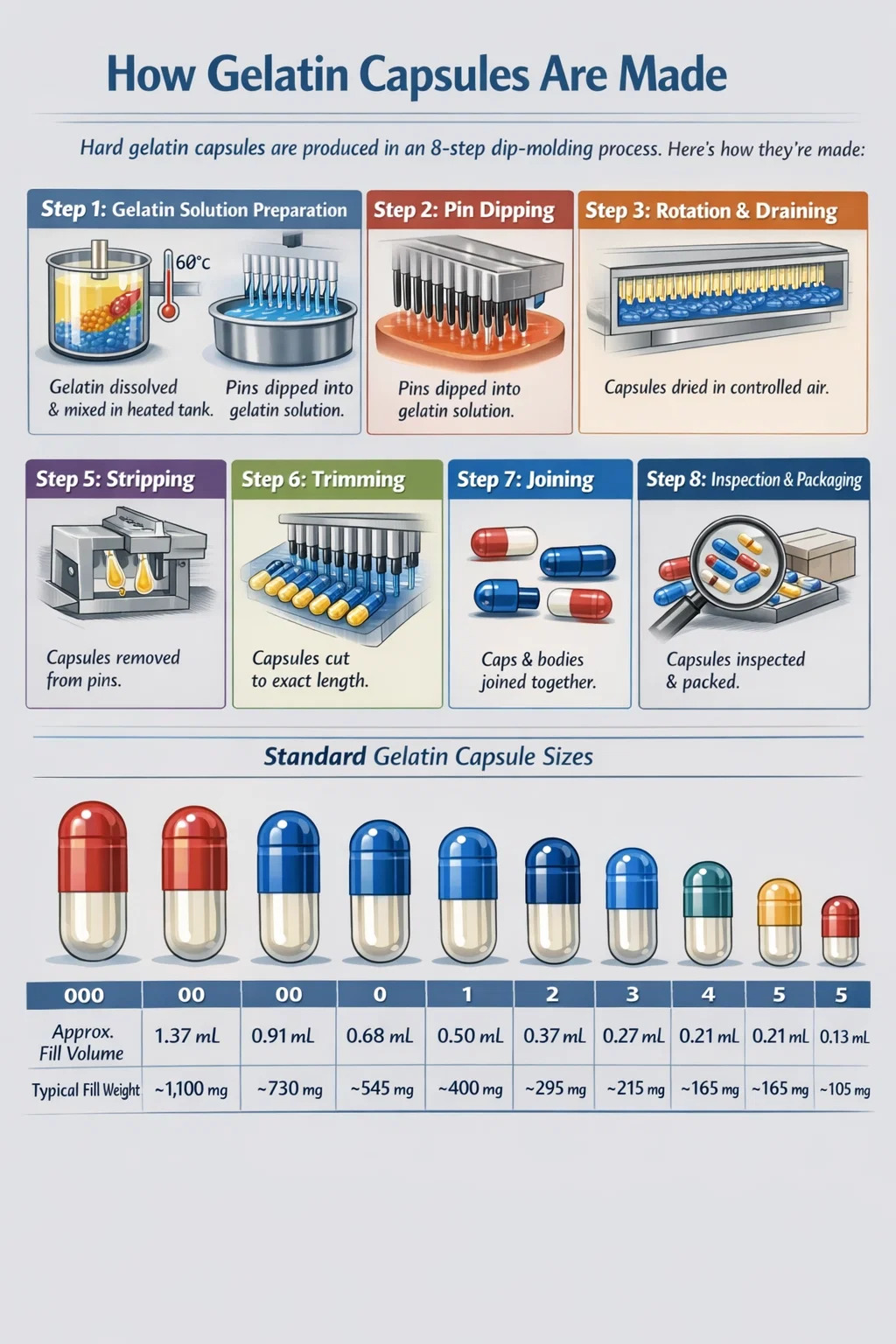
Kapsler - især gelatinekapsler - fremstilles gennem en dyppestøbningsproces, hvor præcisionsfremstillede stifter af rustfrit stål nedsænkes i en temperaturkontrolleret gelatineopløsning, trækkes ud, tørres, strippes, trimmes og samles for at danne den færdige skal. Denne proces gælder for hårde gelatinekapsler (HGC) , som tegner sig for omkring 70-75 % af alle kapsler, der produceres globalt. Bløde gelatinekapsler (softgels) følger en anden roterende matriceindkapslingsmetode, hvor skal og fyldmateriale dannes samtidigt.
Hele fremstillingscyklussen for hårde gelatinekapsler - fra stiftdykning til færdig skal - tager typisk 45 til 50 minutter pr. batch-cyklus på en moderne automatiseret linje, med en enkelt produktionsmaskine, der er i stand til at producere over 1 million kapselskaller i timen. At forstå denne proces er afgørende for farmaceutiske producenter, nutraceutiske mærker, sammensatte apoteker og enhver, der køber eller vurderer kapselmaterialer.
En gelatinekapsel er en skal, der primært er fremstillet af gelatine - et protein, der stammer fra den delvise hydrolyse af kollagen, der stammer fra dyreknogler, skind og bindevæv, oftest fra kvæg eller svin. Skallen opløses i mavevæsker indeni 3 til 10 minutter , frigiver dets indhold effektivt til fordøjelsessystemet.
Gelatinekapsler dominerer det farmaceutiske og kosttilskudsmarked af flere målbare årsager:
To primære typer gelatinekapsler findes i kommerciel produktion: hårde gelatinekapsler og bløde gelatinekapsler. Deres fremstillingsprocesser er fundamentalt forskellige, og deres anvendelser afspejler disse forskelle.
Før man undersøger produktionsprocessen, er det nødvendigt at forstå de inputmaterialer, der direkte bestemmer skalkvalitet, opløsningsydelse og overholdelse af lovgivningen.
Farmaceutisk kvalitet gelatine, der anvendes til kapselproduktion, skal opfylde specifikationerne, der er beskrevet i United States Pharmacopeia (USP), European Pharmacopoeia (Ph. Eur.) og Japanese Pharmacopoeia (JP). Nøglekvalitetsparametre omfatter:
Rene gelatineskaller ville være for skøre til praktisk håndtering. Blødgøringsmidler tilsættes for at indføre fleksibilitet. For hårde kapsler holdes blødgøringsindholdet minimalt (under 1-2%). For bløde gelatinekapsler er blødgørerkoncentrationen meget højere - typisk 20-30 % af skalformuleringen . Den mest almindelige blødgører er glycerin, hvor sorbitol anvendes i fugtfølsomme applikationer.
Titandioxid bruges som en opacifier for at forhindre lysnedbrydning af lysfølsomme fyldmaterialer. Godkendte farvestoffer (FD&C farvestoffer, jernoxider, naturlige pigmenter såsom annatto eller karmin) inkorporeres i gelatineopløsningen før dypning. En enkelt kapselskall kan indeholde 0,01 % til 2 % vægt/vægt titaniumdioxid afhængigt af det nødvendige opacitetsniveau.
Renset vand (der opfylder USP eller Ph. Eur. standarder) er det primære opløsningsmiddel til gelatineopløsning. Den gelatineopløsning, der anvendes til dypning, indeholder typisk 30-40 % w/w gelatinefaststoffer opløst i vand , holdt ved 50-60°C for at holde opløsningen ved passende viskositet til dypning.
Nogle producenter tilføjer lavkoncentrations antimikrobielle konserveringsmidler såsom svovldioxid (SO₂) til gelatinemassen for at forhindre mikrobiel kontaminering under forarbejdning. Det tilladte niveau i færdig gelatine er typisk ikke mere end 50 mg/kg pr. Ph. Eur. specifikationer.
Fremstillingen af hårde gelatinekapselskaller følger en stramt kontrolleret sekvens af trin. Hver fase finder sted i en dedikeret sektion af en automatiseret kapselfremstillingsmaskine (såsom dem, der produceres af Capsugel, ACG eller Qualicaps). Her er en detaljeret oversigt over hver fase:
Farmaceutisk kvalitet gelatinegranulat vejes og opløses i renset vand under anvendelse af en kappeforsynet blandebeholder med kontrolleret opvarmning. Løsningen bringes til 60-70°C under konstant omrøring i 2-4 timer, indtil den er fuldstændig homogen. Farvestoffer, opacificerende midler og eventuelle hjælpestoffer tilsættes under dette trin. Den endelige opløsning afgasses under vakuum for at fjerne luftbobler, der ellers ville skabe huller i den færdige skal. Opløsningen overføres derefter til en holdetank, hvor temperaturen holdes på 50-55°C for at forhindre for tidlig gelering og samtidig opretholde korrekt viskositet til dypning.
Kernen i fremstillingen af hårde kapsler er dyppestøbningsprocessen. Stifter i rustfrit stål eller messing - præcisionsbearbejdet til de nøjagtige dimensioner af hver kapselstørrelse (størrelse 000 til størrelse 5, med tilsvarende volumener fra 1,37 ml ned til 0,13 ml) - er arrangeret i stænger, der hver holder hundredvis af stifter. Disse stiftstænger renses, inspiceres og forsmøres først med et slipmiddel (normalt et formsmøremiddel baseret på cetrimid eller lignende midler) for at lette kapselfjernelsen.
Stifterne dyppes derefter i den temperaturkontrollerede gelatineopløsning. Dyppetanken holdes kl 45-50°C for at sikre, at gelatinen dækker stifterne ensartet. Kropsstifter og hættestifter dyppes separat, da de har lidt forskellige dimensioner - hætten har en marginalt større diameter for at tillade kroppen at glide ind og låse under sammenføjningen. Dyppedybde og tilbagetrækningshastighed styres præcist for at opnå en ensartet skalvægtykkelse på 0,09 til 0,12 mm .
Umiddelbart efter dypning vendes stiftstængerne og roteres langsomt. Denne rotation sikrer en jævn fordeling af gelatinefilmen over hele stiftoverfladen, hvilket forhindrer pooling ved spidsen. I denne fase løber overskydende gelatine tilbage i dyppetanken, hvilket reducerer materialespild.
De belagte stifter passerer gennem en række tørreovne, hvor konditioneret luft ved præcist kontrolleret temperatur og fugtighed ledes hen over gelatinefilmen. Tørringsforhold er typisk 20–25°C med en relativ luftfugtighed mellem 30–45 % . For hurtig tørring forårsager revner; utilstrækkelig tørring efterlader skallerne bløde og klistrede. Tørretunnelen på en moderne automatiseret maskine kan evt 30 til 50 meter i effektiv længde , med flere temperatur- og fugtighedszoner for at opnå en gradvis, ensartet tørring. Denne fase tager typisk 30-40 minutter af den samlede tunnelopholdstid.
Når det er tørret til det korrekte fugtindhold (typisk 13-16 % vægt/vægt på dette trin) fjernes de halvstive gelatineskaller mekanisk fra stifterne ved hjælp af gummistrippekæber, der griber og trækker skallen af uden forvrængning. Dette er et kritisk trin - enhver stiftoverfladeuregelmæssighed eller utilstrækkelig smøring vil forårsage rivning eller forvrængning på dette tidspunkt.
De strippede skaller har en ujævn åben ende (den ende, der var i spidsen af stiften). Præcisions roterende knive trimmer hver skal til den nøjagtige specificerede længde. Hård gelatinekapselhætte og kropslængder er standard defineret - for eksempel har en størrelse 0 kapsel en kropslængde på 18,0 mm og en kasketlængde på 11,7 mm (omtrentlig standarddimensioner; nøjagtige specifikationer varierer fra producent). Trimningsnøjagtigheden er typisk inden for ±0,3 mm.
Trimmede kroppe og hætter føres ind i en sammenføjningssektion, hvor de er forlåst: Kroppen glider ind i hætten til en prælåst position, og holder dem sammen som tomme skaller under håndtering og påfyldningsoperationer. Forlåste kapsler kan let adskilles ved at fylde maskiner til påfyldning og derefter klikkes helt lukket, når påfyldningen er færdig. Sammenføjningsmekanismen bruger guider og knastfølgere til at skubbe kroppen ind i hætten i en kontrolleret dybde.
Færdige tomme gelatinekapselskaller passerer gennem automatiserede inspektionssystemer udstyret med kameraer og sensorer, der registrerer synlige defekter - nålehuller, dobbeltvægge, spalter, buler og farveuoverensstemmelser. Afvisningsprocenter på velholdte moderne linjer er typisk under 0,5 % . Accepterede skaller bulkpakkes i polyposer i papkartoner og opbevares under kontrollerede forhold pr. 15–25°C og 35–65 % RF for at bevare skallens integritet under holdbarheden (typisk 3-5 år).
Hårde gelatinekapsler fremstilles i standardiserede størrelser, der hver svarer til en defineret fyldevolumen. At vælge den korrekte størrelse er en kritisk formuleringsbeslutning.
| Kapselstørrelse | Omtrentlig fyldevolumen (ml) | Typisk fyldvægt (mg) ved 0,8 g/ml densitet | Almindelige applikationer |
|---|---|---|---|
| 000 | 1.37 | ~1.100 | Højdosis veterinær, nutraceuticals |
| 00 | 0.91 | ~730 | Fiskeolie, urteekstrakter |
| 0 | 0.68 | ~545 | Mest almindelige OTC-supplementstørrelse |
| 1 | 0.50 | ~400 | Pharmaceutical Rx kontaktoplysninger forvaltning |
| 2 | 0.37 | ~295 | Mid-dosis formuleringer |
| 3 | 0.27 | ~215 | Potente API'er, pædiatriske formuleringer |
| 4 | 0.21 | ~165 | Meget højpotente lægemidler |
| 5 | 0.13 | ~105 | Neonatal og mikrodosering |
Bløde gelatinekapsler (softgels) fremstilles ved hjælp af roterende matrice indkapslingsproces , opfundet af Robert Pauli Scherer i 1933. I modsætning til fremstilling af hårde kapsler danner softgel-processen skallen og indkapsler fyldmaterialet samtidigt i en kontinuerlig operation.
En varm gelatinemasse (indeholdende gelatine, blødgører - typisk glycerin og/eller sorbitol ved 20-30 % af tør gelatinevægt - og vand) spredes på afkølede støbetromler for at danne kontinuerlige gelatinebånd af kontrolleret tykkelse, typisk 0,5 til 1,2 mm tyk . To bånd dannes samtidigt - en for hver halvdel af kapslen.
De to gelatinebånd føres fra modsatte sider ind i en roterende matricemekanisme bestående af to modsat roterende matricevalser. Når båndene konvergerer ved matricerne, sprøjtes fyldmateriale (væske, suspension eller pasta) ind fra en fyldningspumpe gennem en kileformet indsprøjtningsmekanisme placeret mellem båndene. Dyserne stempler og forsegler gelatinen omkring fyldmaterialet ved hjælp af varme og tryk - typisk 37–40°C ved matricens overflade — samtidig med at kapslen skæres fra båndet. Dette giver en hermetisk forseglet kapsel i en enkelt operation.
Friskformede softgels indeholder 30-40% fugt og skal tørres. De overføres til tørretumblere - store roterende tromler med konditioneret luftstrøm - hvor de tørretumbler kontinuerligt i 2-4 timer for at forhindre klæbning og fremme ensartet tørring. Efterfølgende bakketørring kan fortsætte i 24-48 timer i kontrollerede miljøer, indtil skallen når et ligevægtsfugtindhold på ca 6-10 % vægt/vægt .
Fyldet til en blød gelatinekapsel skal være flydende eller halvfast ved forarbejdningstemperaturer. Materialer, der er uforenelige med softgel-fyld, omfatter:
Hydroxypropylmethylcellulose (HPMC) kapsler - også kaldet vegetariske eller veganske kapsler - har vundet betydelige markedsandele som alternativer til gelatinekapsler, især til produkter rettet mod vegetariske, veganske, halal- og kosherforbrugere. Fremstillingsprocessen for HPMC-kapsler bruger det samme dyppestøbningsprincip, men med vigtige forskelle.
| Parameter | Gelatineekapsel | HPMC kapsel |
|---|---|---|
| Skalmateriale | Gelatine fra dyr | Planteafledt cellulosepolymer |
| Opløsningstid (mave) | 3-10 minutter | 15-30 minutter |
| Fugtfølsomhed | Høj (skørt under 12 % RF, blød over 65 % RF) | Lavere — mere stabil på tværs af RH-området |
| Pris pr. enhed | 0,01-0,05 USD | 0,03-0,10 USD (ca. 2-3× højere) |
| Kompatibilitet med påfyldningshastighed | Fremragende — kører på alle standard fyldstoffer | Godt — kan kræve hastighedsjusteringer |
| Tværbindingsrisiko | Ja - aldehyder og reducerende sukkerarter kan tværbinde skal | Nej - ikke modtagelig for tværbinding |
| Kostegnethed | Ikke egnet til veganere/vegetarer | Velegnet til alle diætpræferencer |
En af de mest praktisk talte udfordringer ved fremstilling og formulering af gelatinekapsler er skal tværbinding — en kemisk reaktion, hvor aldehydholdige forbindelser (fra hjælpestoffer, fyldmaterialer eller emballage) reagerer med aminogrupperne i gelatineproteinkæderne og danner kovalente bindinger, der gør skallen stiv og modstandsdygtig over for opløsning.
Tværbundne gelatineskaller kan bestå den indledende opløsningstest, men mislykkes derefter 3-6 måneders opbevaring , hvilket skaber en alvorlig biotilgængelighedsrisiko, som ofte ikke opdages, før stabilitetsundersøgelser er godt i gang. USP-to-tier opløsningstesten blev specifikt udviklet til at løse dette: kapsler, der ikke opfylder standardopløsningskriterierne, testes igen i nærværelse af enzymer (pepsin eller pancreatin) for at bestemme, om tværbinding er årsagen.
Kendte triggere for tværbinding i gelatinekapselsystemer omfatter:
Afværgestrategier omfatter udskiftning af laktose med ikke-reducerende sukkerarter (f.eks. mannitol eller mikrokrystallinsk cellulose), brug af tørremidler og inerte headspace-gasser i emballage, udvælgelse af HPMC-kapsler til aldehyd-modtagelige formuleringer og udførelse af accelereret stabilitetstest ved 40°C/75 % RH i 6 måneder som standardprotokol.
Kapselproducenter, der leverer til medicinalindustrien, skal operere under cGMP (nuværende god fremstillingspraksis) regulativer som defineret af FDA 21 CFR Parts 210/211 (US), EudraLex Volume 4 (EU) eller tilsvarende nationale retningslinjer. Kvalitetskontrolregimet for produktion af gelatinekapsler dækker flere dimensioner:
Ud over standard hårde og bløde gelatinekapsler har kapselindustrien udviklet specialiserede varianter for at opfylde specifikke krav til lægemiddellevering. Disse modifikationer introduceres enten under fremstilling af skal eller som post-produktionsbehandlinger.
Standard gelatinekapsler opløses hurtigt i mavesyre (pH 1-2). For lægemidler, der er syrelabile eller skal leveres til tarmen, er gelatinekapsler belagt efterpåfyldning med enteriske polymerer som f.eks. hydroxypropylmethylcellulosephthalat (HPMCP), celluloseacetatphthalat (CAP) eller Eudragit L100 . Disse belægninger forbliver intakte ved gastrisk pH under 5,0, men opløses ved tarm-pH over 5,5-6,0, hvilket muliggør målrettet intestinal frigivelse.
Hårde gelatinekapsler kan fyldes med flydende eller halvfaste formuleringer - en teknologi, der bygger bro over enkelheden ved fremstilling af hårde kapsler med biotilgængelighedsfordelene, der traditionelt er forbundet med softgels. Flydende fyld til hårde kapsler skal være ikke-vandige eller indeholder mindre end 10 % vand for at forhindre skalblødgøring. Efter påfyldning forsegles kapslerne ved hjælp af banding (et gelatinebånd, der påføres rundt om hætte-legeme-forbindelsen), varmeforsegling eller spinsvejsning. Dette format har vist særlig anvendelighed til at forbedre biotilgængeligheden af BCS Klasse II og IV dårligt opløselige lægemidler gennem lipidbaserede lægemiddelleveringssystemer (LBDDS).
Ud over HPMC er alternative skalmaterialer tilgængelige til specifikke applikationer. Pullulan-kapsler (lavet af fermenteret tapioka) tilbyder fremragende iltbarriereegenskaber - ilttransmissionshastigheder ca. 10 gange lavere end gelatine — hvilket gør dem velegnede til meget oxidationsfølsomme fyldmaterialer. Stivelsesbaserede kapsler er et andet dyrefrit alternativ, men er mindre almindeligt brugt på grund af højere skørhed og forarbejdningsudfordringer.
Selve gelatinekapselskallen bruges typisk ikke til at opnå modificeret frigivelse - denne funktion er normalt indbygget i fyldet (coatede pellets, minitabletter, granulat med kontrolleret frigivelse). Imidlertid er gelatinekapslen en ideel beholder til at rumme flere pelletpopulationer med forskellige frigivelsesprofiler. For eksempel kan en hård gelatinekapsel i størrelse 0 indeholde en blanding af piller med øjeblikkelig frigivelse og 8 timers forlænget frigivelse i en enkelt kapsel, hvilket skaber en bifasisk frigivelsesprofil fra et simpelt fremstillingstrin.
Den tomme gelatinekapselskall er kun en del af historien. Fyldningsprocessen - udført hos farmaceutiske producenter, kontraktudviklings- og fremstillingsorganisationer (CDMO'er) eller sammensatte apoteker - er lige så kritisk for den endelige produktkvalitet.
Industrielle kapselfyldere (fra producenter som IMA, Bosch/Syntegon og MG America) fungerer på en kontinuerlig eller intermitterende bevægelsesbasis. De åbner de forlåste kapselskaller, fylder kroppen med dosis af pulver, pellets eller væske og lukker og skubber derefter den fyldte kapsel ud. Udgangshastigheder for højhastigheds roterende fyldstoffer spænder fra 150.000 til 500.000 kapsler i timen . Vægtvariationskontrol opnås gennem automatiske kontrolvægte, der afviser kapsler uden for specifikationstolerancen, typisk ±5 % af målfyldningsvægten til pulverfyld.
Til fremstilling af små partier eller fremstilling af kliniske forsøg tillader kapselpåfyldningsplader (Torpac, Capsule Machine) manuel påfyldning af 50 til 300 kapsler pr. batch . Halvautomatiske bænk-topfyldere bygger bro over kløften, håndtering 5.000 til 50.000 kapsler i timen og er almindelige i små farmaceutiske operationer og specialsammensætninger.
Hård gelatinekapselfyldning skal ske i kontrollerede miljøer. Den mest kritiske parameter er relativ luftfugtighed: gelatineskallerne bliver for sprøde til at håndtere nedenfor 30% RF og for blød og klæbrig over 60% RF . Standard påfyldningsrumsforhold er 20–25°C og 40–55 % RF . I fugtige klimaer kræver påfyldningsrum aktiv affugtning med validerede HVAC-systemer.
For medicinalvirksomheder, nutraceutiske mærker og CDMO'er kræver udvælgelsen af den rigtige gelatinekapselleverandør evaluering på tværs af flere dimensioner ud over basisprisen pr. tusinde kapsler.
Din e-mailadresse vil ikke blive offentliggjort. Obligatoriske felter er markeret *
Hvis du gerne vil vide mere om vores produkter, er du velkommen til at kontakte os, og vi vil gøre vores bedste for at hjælpe dig.

